

列印模型異常
列印出料檢測
噴頭的出料無法黏在底板上
● 噴頭跟移動平台的間距太高,導致第一層列印高度太高無法黏在底板上。請更改切片設定的高度 。
● 底板的黏著力太低。建議可以使用口紅膠、貼遮蔽膠帶或者噴上噴膠,增加底板的黏著力。
● 噴頭的溫度太低,導致料無法順利的附著在玻璃平面,因為料還沒黏著在玻璃平面就已經冷卻,此現象通常會伴隨出料不順。建議調高溫度即可解決此問題。
● 噴頭上有殘料,黏起剛出的料或造成平面校正誤差。建議列印前先檢查噴頭上有無殘料,務必保持噴頭的清潔。
● 噴頭移動速度太快,剛出的料被噴頭拉走。建議鋪第一層時可透過旋鈕放慢速度,等待列印穩定後再加快速度列印。
噴頭在第一層的時候刮到底板不出料
狀況 1 - 完全不出料
表示沒有足夠的 Z-offset 讓噴頭與列印平台之間有空間可以出料。請參考自動校正設定教學。
狀況 2 - 第一層出料不均勻且還是有刮到底板的現象
表示仍需要調高 Z-offset 的距離。請參考自動校正設定教學。
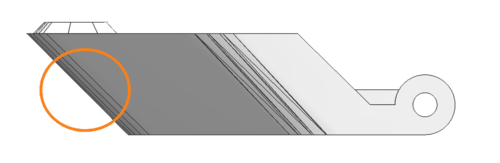
列印尺寸差異
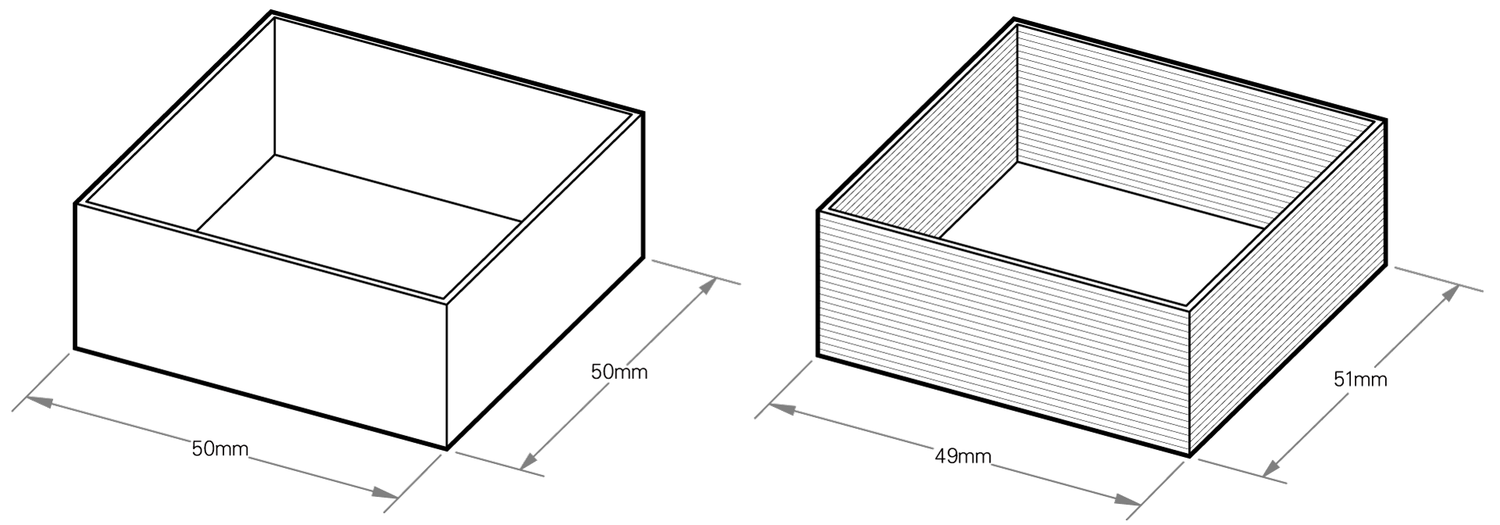
(左:原始 3D 模型尺寸/右:長寬不同的列印成品)
如果列印出來的長寬尺寸是不一樣的,表示組裝上不夠精確,建議檢查所有的組裝結構,確保鋁擠與三角連結之間沒有縫隙,確認球頭有鎖到底、滑台有鎖緊在滑塊上、皮帶的緊度一致以及滑軌有置中在 2040 鋁擠上( 整體機構檢查 ) 。
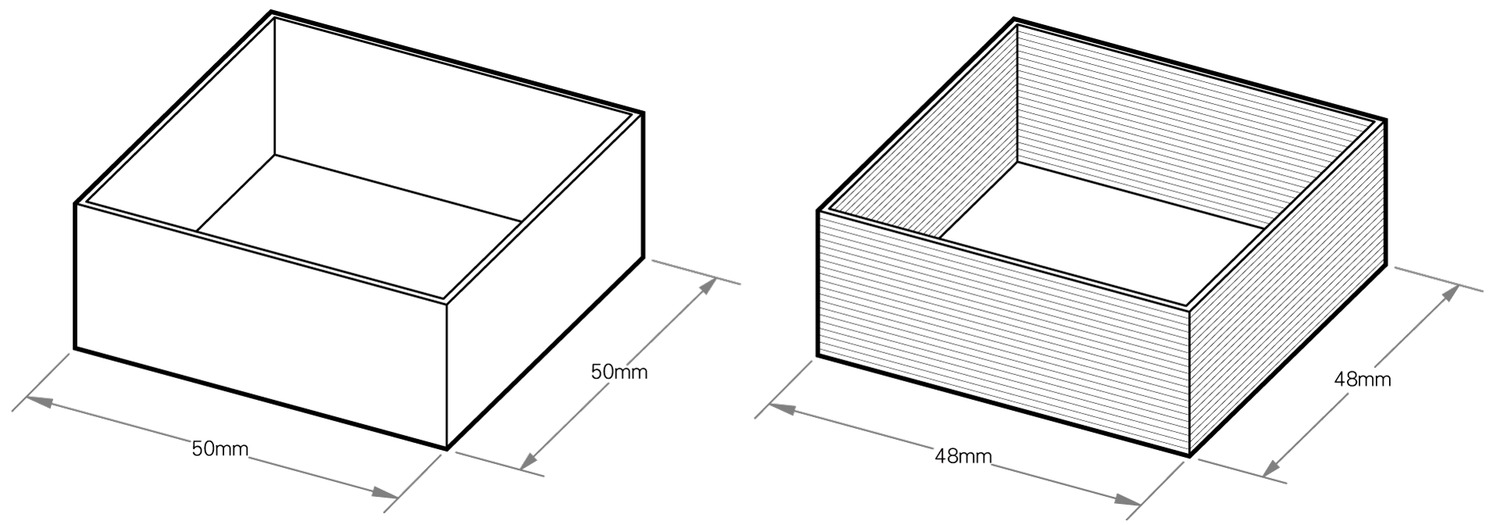
(左:原始 3D 模型尺寸/右:等比縮放列印成品)
如果測量出來的長度與寬度跟實際物體比較起來是等比縮小或者放大的話,可以透過韌體的設定進行修正。
可以從下載區下載 Atom 列印測試檔,選取50x50 Vase.stl 檔案做列印尺寸調整。以開啟內部填充為 [ Vase ] 的狀態列印 50x50 Vase.stl,或者直接使用列印測試檔中的 50x50 Vase.gcode 直接列印。
使用游標卡尺測量列印出來物品的長與寬
1. 比較一下列印出來物品跟3D模型的長度與寬度。
2. 列印出來的物品的長度與寬度應該是相同的。
調整尺寸
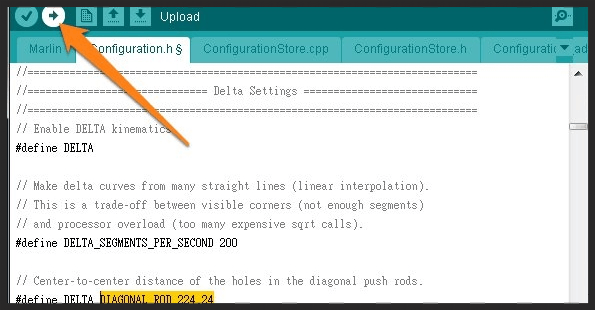
1. 使用 Arduino 軟體開啟 [Marlin.ino] 檔案。
2. 點選 [configuration.h] 。
3. 搜尋 [DELTA_DIAGONAL_ROD] 。
4. 使用下列方程式更新 [DELTA_DIAGONAL_ROD] 的數值。
新數值 = 舊數值 x ( 列印出來的尺寸 / 3D模型的尺寸)
例如:新數值 = 224.24 x (48 / 50) = 215.2704
5. 儲存檔案並且透過USB將韌體上傳到 Atom 的電路板上。
列印時出料不順

● 擠出機構運作異常。請檢查擠出機構的所有螺絲有固定好,且入料路徑應保持清潔。確認擠料輪有確實鎖緊。另外,確認擠出彈簧有安裝在正確的位置上,才能確保擠出手臂上的軸承與擠料輪正確地作動,可以順利出料。
● 擠出機馬達不夠力。請檢查擠出馬達的 DRV8825 晶片是否有調至正確的電壓值 0.4V,或是否損壞,可以透過交換晶片,再執行 [Auto Home] 動作確認是否故障需要更換。
● 噴頭溫度不足。噴頭溫度太低會導致出料不順,可以透過 LCD 螢幕或 Pronterface 觀察溫度是否過度震盪,如果顯示溫度低於目標溫度超過 20 度就會造成出料不順,請重新調整 PID 值(請參考噴頭升溫時在目標溫度震盪)。
● 噴頭堵塞。外來的粒子、金屬碎屑或者硬化的料等原因,可能造成噴頭堵料,建議在噴頭加熱的情況下,使用 0.3mm 的鑽頭清理噴頭。
● 鐵氟龍管損壞。先拆除快速接頭上的鐵氟龍管,在噴頭加熱的情況下,看能不能夠順利的將料推入,若在料剪出尖角的情況下,還無法順利推入的話表示噴頭內的鐵氟龍管已經彎曲、變形或者損壞,請務必更換。
列印成品呈現氣泡狀(表面粗糙)
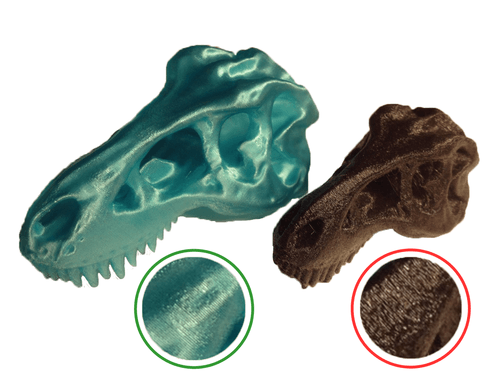
好的列印成品 不好的列印成品
噴頭溫度設定過高
噴頭溫度設定過高會讓 PLA 產生氣體,造成列印成品呈現氣泡狀,看起來也會比較粗糙。不透明的材料會顯得混濁、粗糙,透明的材料會顯得更加的混濁與粗糙,建議降低溫度列印。
列印件出現波浪紋或小範圍列印偏移
列印產生波浪紋或者層與層之間不平滑的現象,通常都是因為噴頭平台的零件沒有正確緊密的組裝好,請參考整體架構檢查一一確認噴頭的組裝情況,方可解決此問題。
列印外觀出現斷層和位移的情況

產生位移的列印成品
位移的狀況通常是傳動系統「失步」所造成的。有可能是單一軸向失步也有可能是多個同時。失步的原因有許多,請按照下列步驟做檢測各軸的機構以及電機:
● 同步輪是否安裝正確?請參照組裝說明書。
● 同步輪附近是否有任何異物影響他的轉動?
● 是否所有螺絲都確實鎖緊,沒有晃動的情形出現?
步進馬達軸心是否筆直?
● 皮帶鬆緊是否適量?請參照組裝說明書。
● 馬達驅動器 DRV8825 是否調整到正確的電壓?請參考測量與調整 DRV8825 晶片電壓
列印件在傾斜面上產生變形

一般來說這種變形是列印件的局部溫度堆積過熱造成。我們一般稱它為熱堆積,當噴頭在同一個區域停留太久或是散熱不夠的時候熱堆積就容易發生。
大多數都是發生在角度比較陡而且無支撐的情況下。下列是一些可以避免熱堆積的方法:
● 確認噴頭兩旁的側吹風扇設定在最高轉速。
● 利用一般的電扇來冷卻容易變形的列印面。
● 設定 [Min Layer]來放慢列印速度,讓局部面積冷卻。
● 利用 [Prime Pillar] 來移開噴頭,讓列印件有時間冷卻。
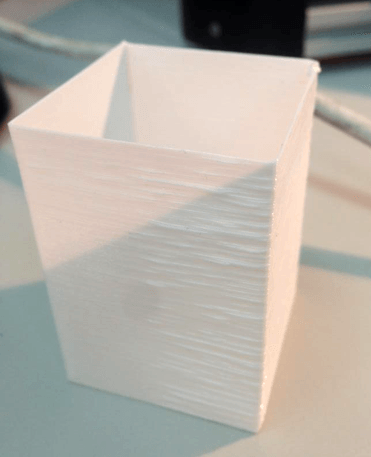
模型封底有縫隙

狀況 1 - 噴頭組鬆動
當噴頭或移動平台上蓋沒有確實鎖緊的時候,噴頭容易晃動進而直接影響到列印精準度。請參閱(整體架構檢查)來確保噴頭組的穩固性。另外也請確保印表機整體結構是否穩固,任何鬆動的零件都需要被再三檢視。例如:機器的6個角落、鋁擠結構的連結處、滑軌、滑台、皮帶輪、球頭和磁性連桿等。
狀況 2 - 溫度過低或不穩
當噴頭溫度過低的時候會直接影響到出料的順暢度,造成某些轉角處出現間隙。若有這樣的情況發生時可以試著稍微提高溫度 5 度左右,再持續觀察是否有改善。但是當出料出現氣泡時則是溫度已經過高,請降低溫度。當溫度上下飄動不穩定時,請確認噴頭的上下擋風片有確實安裝上,並且重新調整PID 值(噴頭升溫時在目標溫度震盪)。
狀況 3 - KISSlicer 設定
檢查 [Loop / Solid Infill Overlap] 是否設定為最高值1.00. 如果還是無法解決問題,可以稍微降低擠出線寬,例如 [Extrusion Width 0.35] 並且增加擠出量例如 [Flow Tweak 1.15] 如此可以讓線條更緊密。
列印產生牽絲現象
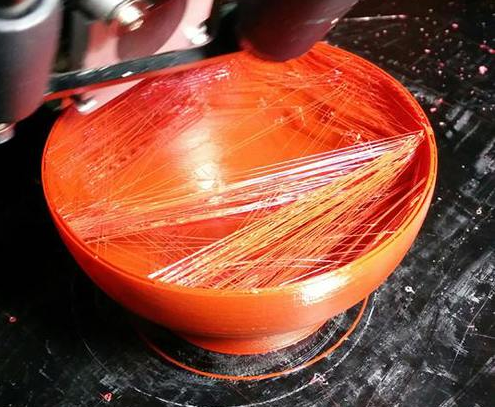
一般來說這種變形是列印件的局部溫度堆積過熱造成。我們一般稱它為熱堆積,當噴頭在同一個區域停留太久或是散熱不夠的時候熱堆積就容易發生。
大多數都是發生在角度比較陡而且無支撐的情況下。下列是一些可以避免熱堆積的方法:
● 確認噴頭兩旁的側吹風扇設定在最高轉速。
● 利用一般的電扇來冷卻容易變形的列印面。
● 設定 [Min Layer]來放慢列印速度,讓局部面積冷卻。
● 利用 [Prime Pillar] 來移開噴頭,讓列印件有時間冷卻。
小模型與細節列印
下列檔案可以下載 Atom 列印測試檔,選取 Eiffel_Tower_mini.STL 檔案做設定練習。此檔案為艾菲爾鐵塔的縮小模型(高 4.5cm、長寬 2cm),可用來練習如何切片較小且細節較多的模型。
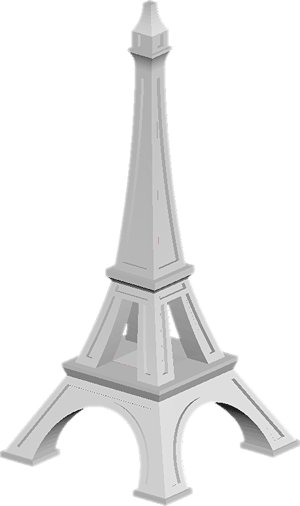
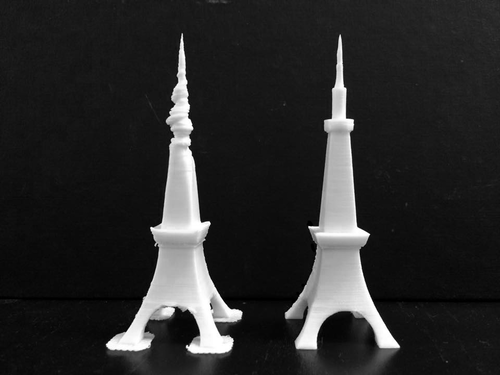
圖1:列印範例,列印失敗(左)vs 列印成功(右)
當列印較小且包含許多細節的物件,需要考量下列因素:
1. 輔助模型冷卻的風
當列印一個面積很小的一層時,噴頭的熱容易堆積在模型上面,可能導致翹曲,為了解決這個問題,可以啟動側吹風扇,在列印時提供額外的輔助冷卻功能(Fan / Cool)。
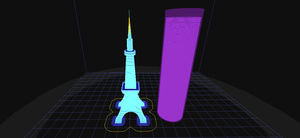
2. 噴頭在每一層列印的時間
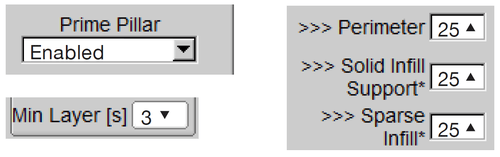
設定側吹風扇功能去降低每一層的在列印時的溫度,同時也啟動[Prime Pillar] ,在列印的時候,除了列印鐵塔外,會在鐵塔的旁邊產生一個與鐵塔等高圓柱,讓噴頭有時間從鐵塔上移開,提供足夠的時間讓鐵塔冷卻硬化,同時確保 [ Min Layer ]的設定不要設太高,不然每一層列印的時間會過長導致熱堆積,設定 3 秒或更少, 這樣一來還可以減少列印所需的時間。
設定合理的列印速度,避免 PLA 來不及冷卻,此列印檔速度分別為:
Loops: 25 [mm/s]
Solid: 25 [mm/s]
Sparse: 25 [mm/s]
3. 抹料功能是否會造成更多的熱堆積。
當列印小物件或小細節時,開啟 [ Wipe ] 功能可能造成列印翹曲,因此在列印小物件的時候關閉 [ Wipe ] 功能,如果模型又大又有很多細節,建議將 [ Min Jump ] 設一個較高的數值。
Kisslicer 的話,可以直接開啟 Prime Pillar ,增加散熱時間。
Cura 的話,則直接增加列印模型數量,以增加散熱時間。
無法解決問題?