

無法入料與噴頭堵塞
入料要點
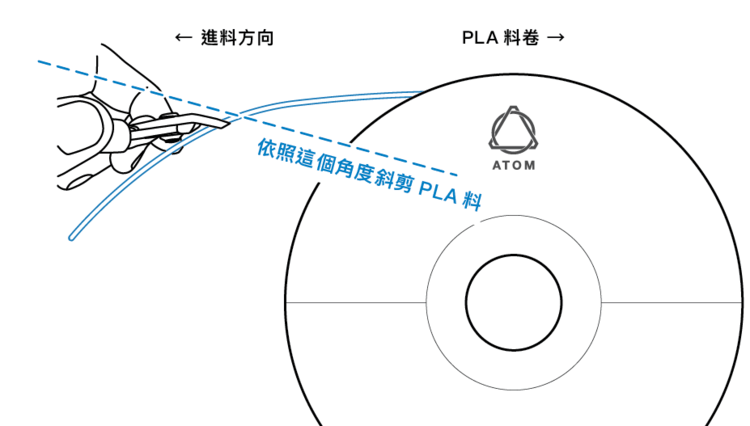
圖1:料卷修剪角度
1. New Paragraph以斜口鉗剪一個斜角,請確認斜角如同圖面所示(注意料卷方向),確認有尖角的在弧線外側。(圖1)
2. 把印表機電源開啟,先將噴頭預熱,點選螢幕旁旋鈕[Prepare] > [Preheat 200 deg]。
3. 請依照圖2,壓著擠出機的進料手臂,將料送入到紅圈的位置。
4. 待噴頭加熱到200度,點選螢幕 [Prepare] > [Load Filament] 進行自動進料。
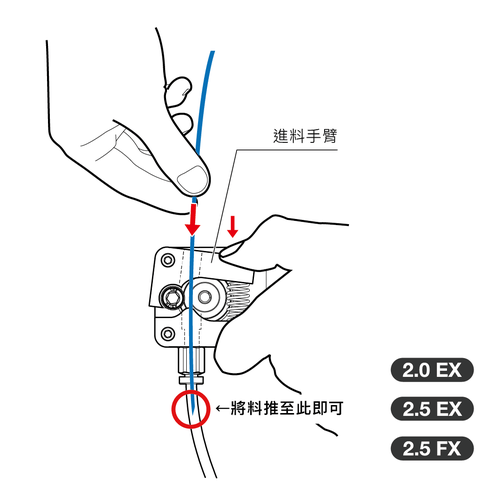
圖2-1
Photo By: John Doe
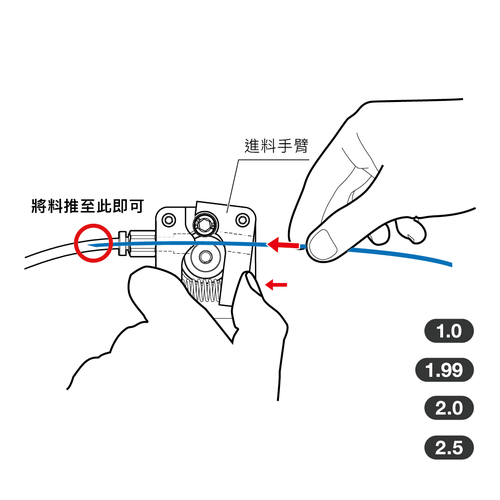
圖2-2
Photo By: John Doe
Button
檢查擠出馬達
注意 ! 不要在沒有任何保護措施之下接觸加熱的噴頭!
1. 加熱噴頭到 200°C 。
2. 當確認噴頭加熱到設定溫度,按住進料手臂,將 PLA 料推入進料機構(此步驟請參考「入料要點」之圖2)。
3. 如果料順利的從噴頭擠出,表示噴頭端的機構是正常的。
4. 釋放進料手臂,重新開始列印。
5. 重新列印後,如果料沒有順利的從噴頭擠出,表示擠出機構可能出現問題,請重新檢查擠出機構有沒有鎖好。務必確認軸承、PLA 料與擠料輪的溝槽的中心點在同一條線上(圖3),並確認擠料輪有用無頭螺絲鎖緊在馬達的軸心。
6. 檢查 PLA 線材表面是否完整 。
7. 檢查擠料輪和進料手臂是否緊緊的把料夾在中間。
8. 檢查擠料輪表面是否有殘餘的塑膠粉粒,可以用小刷子或牙刷將擠料輪清理乾淨。
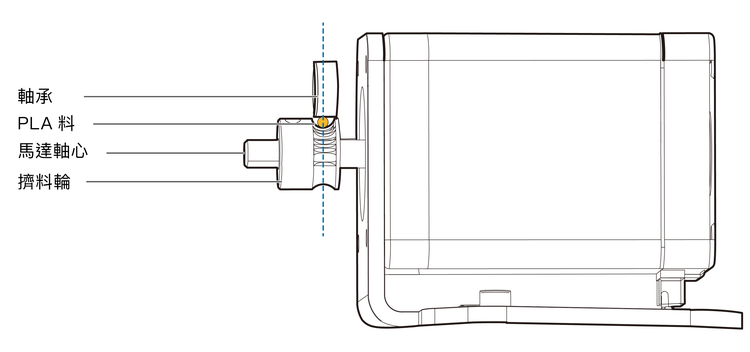
圖3:讓軸承、PLA 料與擠料輪的中心在一條線上
檢查噴頭機構(適用Atom 2.0/2.5系列)
*注意!不要在沒有任何保護措施之下接觸加熱的噴頭!
1. 如果在檢查擠出機構時,用手推無法從噴頭出料,可能就是噴頭發生阻塞的現象了。請先加熱噴頭至 200 度後進行下列檢查。
2. 第一步先確認散熱片有與噴頭的蓄熱塊接觸,確認下方的蓄熱塊與噴頭端有鎖緊,這個步驟是為了確認噴頭的陶瓷加熱片有確實接觸噴頭進行加熱的動作。
3. 確認上述步驟無誤後,有下列狀況可能導致噴頭堵塞(請務必一一排除下列可能,方能繼續進行列印):
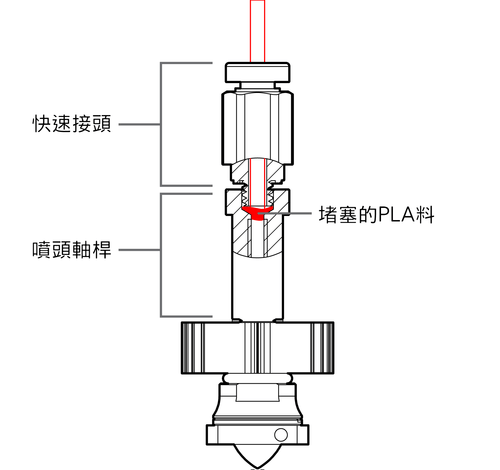
狀況 1-1 - PLA 料無法進到噴嘴
PLA 料卡在快速接頭跟噴頭連接處,若發生這種情況建議把料抽出來,按住進料手臂後將料抽出,重新修剪 PLA 料,確認進料端是尖的,會比較容易進料,方可排除狀況。
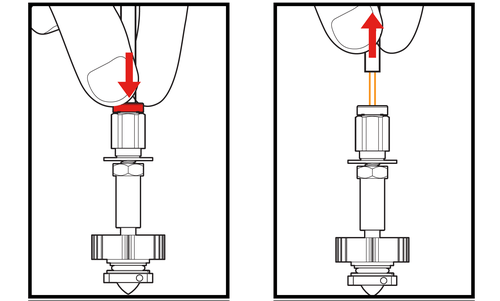
圖1:料卷修剪角度 圖2:拔出鐵氟龍管
狀況 1-2 - 如果 PLA 料無法順利從噴頭擠出,可以把鐵氟龍管從噴頭上拔出
1. 確認噴頭在 200 度的溫度下,按快速接頭上部(圖1紅色部分)即可鬆脫鐵氟龍管,將鐵氟龍管(圖2)拔出。
2. 將 PLA 料以先推再拉的方式,先從噴頭拔除。
3. 將 PLA 料剪一個斜角,重新推入噴頭中,直到PLA料擠出噴頭約 5cm 左右。
4. 再將鐵氟龍管塞進快速接頭即可。
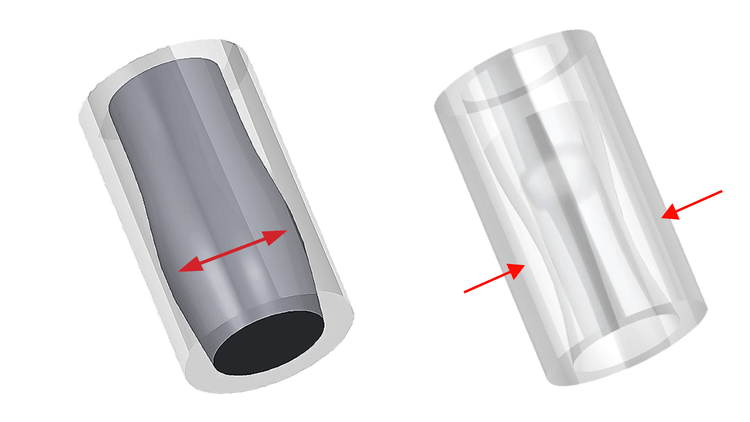
圖3:PLA 熱膨脹卡在管內 圖4:鐵氟龍管因過熱變形
狀況 2 - 噴頭風扇沒有正常運作
如果噴頭的風扇沒有正常運作或者裝錯了方向,會導致散熱不足與過熱的現象, PLA 料必須要到噴頭端的時候才會熔融,若因散熱不佳,熱導回噴頭軸桿上(散熱片上方連結快速接頭段), PLA 料遇熱會膨脹,就會塞在噴頭軸桿的鐵氟龍管內 。(圖3)
狀況 3 - 噴頭內鐵氟龍管過熱
若噴頭的溫度設定超過 250 度可能會導致噴頭內的鐵氟龍管過熱變形,導致 PLA 料卡在鐵氟龍端無法出料(圖4),建議設定溫度的時候不要超過 250 度,若真的因變形而堵塞得非常嚴重,可能需要更換噴頭內的鐵氟龍管(長度請參見此頁最下方表格)。
提醒:
噴頭的組裝步驟,請點此至下載區下載組裝說明書。
狀況 4. 回抽過多
因為切片軟體中過度的 [Suck] 和 [De-String] 導致 PLA 料膨脹的部分回抽太多,因為PLA料遇熱會膨脹,回抽太多已加熱的料,可能會讓膨脹的料直接卡在快速接頭跟噴頭軸桿的間隙中,造成卡料。請依照下列步驟進行卡料排除:
*注意!不要在沒有任何保護措施下接觸加熱的噴頭!
1. 先讓噴頭冷卻後,關閉 3D 印表機電源。
2. 壓住快速接頭上的黑色鐵氟龍處,讓鐵氟龍管可以拔3. 出快速噴頭中。
4. 剪斷露出的 PLA 料。
5. 將快速噴頭從噴頭機構上鬆開。
6. 以打火機加熱清除因膨脹而卡住的 PLA 料。注意噴7. 頭軸桿內也有一段鐵氟龍管,小心不要傷到它或者把它移除。
8. 重新將快速接頭與噴頭安裝在移動平台蓋上。
9. 重新將鐵氟龍管插入快速接頭中。
*提醒:噴頭組裝步驟,請點此至下載區下載組裝說明書。
狀況 5. - 噴嘴堵料
若非上述兩種原因,可能是噴嘴(噴頭出口端)堵料。對於 0.4mm 的噴嘴需要自備 0.3mm 的鑽頭(或者其他直徑小於 0.4mm 的金屬棒),0.2mm 噴嘴則小於 0.2mm 鑽頭,將鑽頭從噴頭出口端插入噴頭,將堵塞或者多餘的料清除。
*注意插入的方向必須要與噴頭平行避免傷到噴頭導致擴孔。
噴頭結構清潔步驟如下:
*注意!不要在沒有任何保護措施之下接觸加熱的噴頭!
1. 請先將噴頭拆解到如GIF所示,記得將線材整理一下,已避免弄斷線組。
2. 將噴頭預熱到200度時,利用工具夾住。
3. 拔掉舊的PTFE管。
4. 利用工具組內最小號六角扳手,插入到噴頭內部挖乾淨。
(如還是不順暢,可利用一小段PLA擠進去噴頭內部再挖出,如此可以黏出比較頑強的汙垢。)
5. 擷取對應機器的PTFE管長度。(長度請參見此頁最下方表格)
6. 依序裝回去所有零件,整理線材已避免壓迫到線組。
檢查Y導流器(EX 系列機器)

注意 ! 不要在沒有任何保護措施之下接觸加熱的噴頭!
EX 系列的機器如遇到換料不順
1. 將Y導流器上的四顆螺絲預鎖上。
2. 將噴頭加熱到 200 度。
3. 將Y導流器裝上 PTFE 管後,再放到噴頭連接環上。
4. 用手抓緊 PTFE 管往下推到底。
5. 握緊Y導流器,平均的將四顆螺絲轉緊。
6. 測試Y導流器上的 PTFE 管,用手扯扯看看會不會脫離,不會脫離再往下個步驟,如會脫離再稍微將螺絲轉緊。
7. 如左側 GIF 測試一下 PLA 的順暢度,兩邊都需要做測試,如不順暢再稍微放鬆比較緊的那側之後,再回到步驟 6 確認看看。
8. 將Y導流器鎖上去噴頭連接環上。
噴頭鐵氟龍管(喉管)長度
Atom 2.5 FX
MX1 - 0.4mm 口徑噴頭
29.3mm
Atom 2.5 EX
Atom 2.5
MX3 - 0.4mm 口徑噴頭
35.5mm
29.3mm
MK3 - 0.2mm 口徑噴頭
40.5mm
34.3mm
Atom 2.0
MK2 - 0.4mm 口徑噴頭
請觀看下方影片 2:20 秒處(請開啟字幕)。
無法解決問題?